
PICK UPピックアップ
世界から注目浴びる
埼玉県秩父発ウイスキーメーカー。<前編>
#Pick up
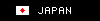
肥土伊知郎さん from「ベンチャーウイスキー秩父蒸溜所」
文:Sayuri Tsuji

海外でも高く評価され、コレクターも多い「イチローズモルト」。
2006年にイギリスの『ウイスキーマガジン』誌のプレミアムジャパニーズウイスキー部門で最高得点を獲得した「キング・オブ・ダイアモンズ」をはじめ、世界的なウイスキーコンテスト「ワールド・ウイスキー・アワード(WWA)」のジャパニーズウイスキー部門で、2007年から毎年入賞を果たしている。
販売しているのは、従業員わずか6人の、日本で唯一のウイスキー専業メーカー、株式会社ベンチャーウイスキー。
創業者は、自分の名前をウイスキーにつけた、肥土伊知郎(あくといちろう)さん。サントリーとニッカという二大メーカーが占めるウイスキー業界において、“革命児”と呼ばれている人物だ。

肥土さんが埼玉県西部の秩父に蒸溜所をつくり、ウイスキー製造免許を取得したのは、2008年2月。
「申請すればだいたい4ヶ月で免許が交付されると聞いていたのに、なかなか交付されず、本当に出るのかなと不安になるほどでした。あとで聞いたところによると、日本で最後にウイスキー免許が交付されたのは、1984年。単独の蒸溜所としては、1973年設立の、あのサントリーの白州蒸溜所以来のことだったそうです」
ベンチャーウイスキー秩父蒸溜所は埼玉県から土地を借りて設立されたのだが、ここでも許可は簡単にはおりなかった。
「だけど、こちらも初めてだから、そういうものかなと思ってたんですよ。そしたら、引き渡しの日に担当者から、実はこの企画、最初は断ることになってたんですよと言われて驚きました」
単独のベンチャー企業に県が土地を貸し出すのは初めてのこと。担当者は当初、肥土さんの企画を断るよう上司に命じられて会ったそうだ。ところが、肥土さんの話を聞くうちにおもしろいと思うようになり、それを聞いた上司が「しょうがないなあ、じゃあ、オレが断るよ」と出て行ったところ、イチローさんの熱意にほだされ、その上司までが説得されてしまったというわけだ。
「がんばったんだから、社史をつくるときにはボクの名前も入れてねって、その方からは言われてます(笑)」

森と水に囲まれた秩父の蒸溜所を、イチローさんに案内してもらった。
まずは製造棟の麦芽を粉砕するモルトミル。この日の麦芽は、ドイツ産。他に、イングランドとスコットランド産のものも使っている。
「こだわって選んだものです……と言いたいところですが、実は操業当時は世界的なウイスキーの好景気で、新参者にはなかなか売ってもらえなかった。現地まで足を運んでやっと『せっかく日本から来たのだから』と売ってもらったものなんです」
一方で、地元産の大麦でウイスキーをつくりたいというイチローさんの思いは強く、地元の農家に協力してもらって、現在、大麦を栽培しているという。訪れた日はちょうど収穫の直前。金色の大麦が5月の風に揺れていた。
「ここに来て、ボーッとしているのが好きなんです。時々ボーッとしすぎて、社員に怒られるんですが(笑)」

さて、何度かサンプルをとって調整をはかったあと、粉砕された麦芽は、お湯と混ぜ合わせて糖化を行うマッシュタン(糖化槽)へ。そこで、酵素によって分解され、糖分14〜15%のウォート(麦汁)になる。
冷却されたウォートは、5基の木製のウォッシュバック(発酵槽)に移される。ウォッシュバックに使用しているのは、岩手産のミズナラだそうだ。
「ミズナラを使ったのは、たまたま樽をつくっている会社に知り合いがいて、今なら手に入るよと言われたため。木製のウォッシュバックは、今、世界的に見直されているんです。乳酸菌の発酵を進ませるから、個性的な味わいが出やすいんですね」
ここで4日間発酵させると、アルコール度数7〜8%のウォッシュ(もろみ)になる。

2基あるポットスチルはフォーサイス社(スコットランド)製。まずは左のウォッシュスチル(初溜釜)にウォッシュを入れて温度を上げると、気化したアルコールはポットスチルの首の部分を上昇して、冷却装置を通って、ローワインと呼ばれる溜液になる。
これを右側のスピリッツスチル(再溜釜)でさらに蒸留すれば、フォアショット(前溜液)、ミドルカット(中溜液)、フェイント(後溜液)に分類される。このうち、ミドルカットのみがモルト原酒として樽詰めされるのだ。
「ポットスチルの大きさが小さくて、首がストレートだと個性的な品質になるんです。フォーサイス社のエンジニアと打ち合わせて、こちらの要望に合わせてつくってもらいました」
抽出されたミドルカットはアルコール度数63.5度に調整されたあと、樽詰めされる。熟成樽は、バーボンバレルをはじめ、シェリー、ラム、ブランデー、ワインなどざっくり分けても20種類以上あるそうだ。
「ウイスキーは熟成させる樽によってずいぶん変わります。でも、秩父でウイスキーを熟成させるのは初めてのこと。どの樽が秩父のウイスキーに適しているのか、遠回りのようですが、いろいろな樽を使ってゆっくり探してみたいんです。お客さんも巻き込んで、いっしょに実験してもらっているようなものですね(笑)」
今でこそ高い評価を受け、なかなか手に入らないイチローさんのシングルモルトだが、ここ、秩父蒸溜所に行き着くまでの道のりが、さらに波瀾万丈なのだ。
後編へつづく。
どりぷらメルマガ(無料)に登録しませんか?
プロフェッショナルやバー愛好家が求めるお酒・カクテルに関するトレンドやイベント情報などをお届けします。

SHOP INFORMATION

|
 |
|---|---|
| ベンチャーウイスキー秩父蒸溜所 | |
|
368-0067 埼玉県秩父市みどりが丘49 TEL:0494-62-4601 |








SPECIAL FEATURE特別取材







MOST VIEWED COCKTAILS人気カクテル




MOST VIEWED WORLD TOPICS人気海外トピックス




進化するバーカルチャーをお届けするWebマガジン
![]()
日々進化しているバーカルチャー。
地球上のBarで、今何が起こっているのか、
新しい発想で次々に生み出されるドリンクの作り手たちを
丁寧に取材し、お伝えしているウェブマガジンです。
planetにご乗車くださりありがとうございます。
©celori,inc.